

Powermill2021破解版可以將軟件進行脫機激活,只需通過注冊機獲取對應的注冊碼就能破解軟件,無需聯網即可完成操作,對于需要進行數控車床編程的用戶而言,能夠提供極大的便利,幫助用戶快速計算出模具的最終成型效果。
破解教程
1、禁用網絡,避免檢測到在線激活,您需要離線激活

2、打開安裝結束的powermill ultimate 2021軟件,點擊輸入序列號

3、點擊右側激活按鈕進入序列號輸入界面

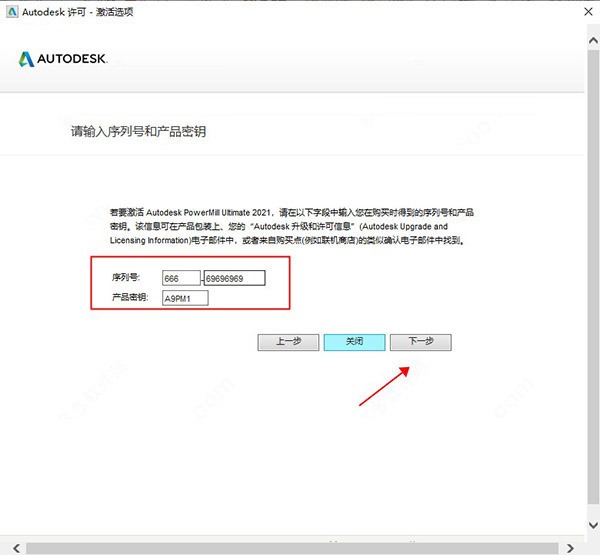
4、輸入序列號【666-69696969】和密鑰【A9PM1】,點擊下一步
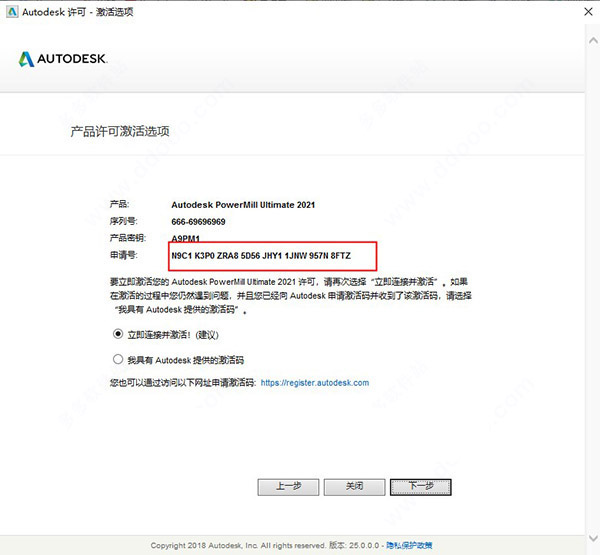
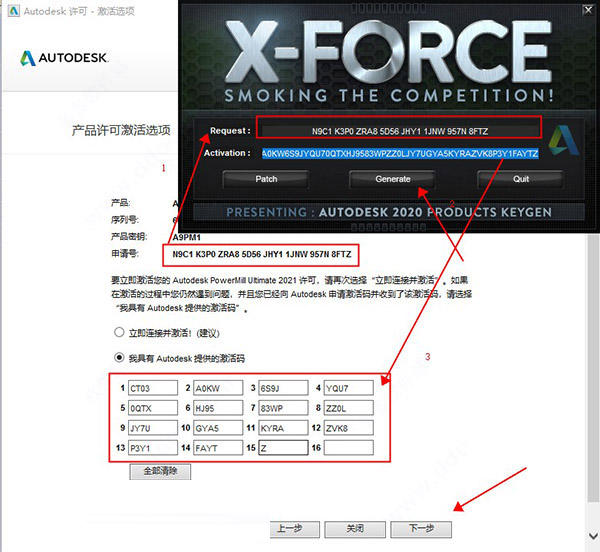
5、選擇脫機激活,復制申請碼,點擊下一步,再次點擊下一步
6、出現激活的界面,現在打開注冊機,將申請碼復制到注冊機
7、管理員身份打開您下載的注冊機xf-adesk20_v2.exe,點擊patch,點擊確定
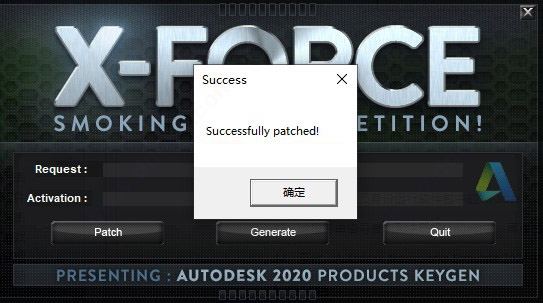
8、將申請碼粘貼到軟件第一欄,點擊generate計算注冊碼
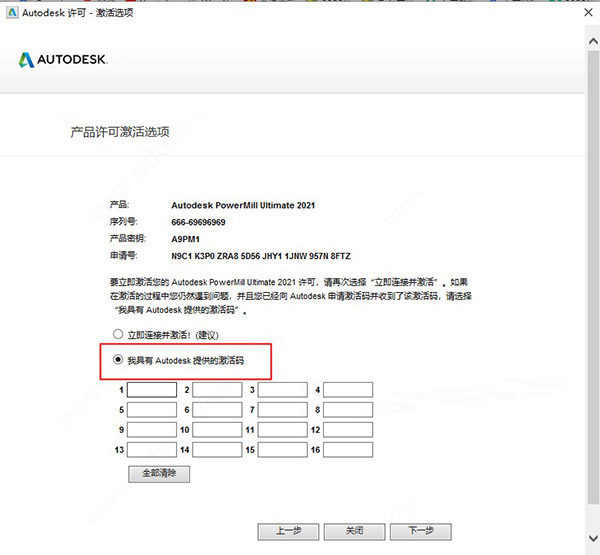
9、將第二欄的注冊碼復制到輸入框,點擊下一步激活軟件
10、然后會提示軟件激活成功,點擊完成
11、打開軟件就可以正常使用,PowerMill_Ultimate激活完畢
軟件功能
一、多軸數控加工
1、專業性能
快速計算大型或復雜零件的刀具路徑。加工曲面、實體或網格
2、高速粗加工
通過高效粗加工更快地切割零件。延長刀具的使用期限并降低維護成本
3、全面精加工
訪問大型刀具路徑庫。改善曲面精加工,同時大幅減少手動拋光
4、刀具路徑優化
全局或局部編輯刀具路徑,而無需重新進行冗長的計算
5、2.5D 編程
以交互方式創建二維特征、刀具路徑和 NC 代碼。自動檢查碰撞,并大幅減少空切
6、加強筋加工
生成適合刀具的刀具路徑,對模具和沖模中的加強筋進行銑削。這是 EDM 的低成本替代方法
7、每個 CAD 支持
從主流 CAD 系統導入曲面、實體或網格。無論模型質量如何,均可創建高質量的 NC 代碼
二、多軸機床的五軸編程
1、五軸加工
從一系列刀具軸模式中進行選擇。支持自動碰撞回避
2、專業 5 軸控制
控制五軸機床以改善機床運動和零件質量
3、高效的 3+2 編程
以更少的設置、尺寸更小的刀具以及更具成效的進給量和速度,加工難以實現的特征
4、全面的刀具支持
享有一整套刀具類型,并與三軸和五軸策略相結合,滿足您的加工需求
三、工業加工解決方案
1、電極制造
自動化 EDM 電極的制造。定義加工模板并應用于零件族
2、工業機器人
對機器人進行脫機編程和仿真。分析軸運動以減少奇點和超程
3、車削 CAM
獲取用于五軸銑車床的車削策略。結合使用銑削刀具路徑,減少機床設置
4、輪轂和葉輪加工
使用五軸加工制造輪轂、IBR 和葉輪。生成更平滑的粗加工和精加工刀具路徑
5、車削改進
編輯車削刀具路徑,而無需重新進行冗長的計算。檢查碰撞并應用到三維毛坯模型
6、葉片銑削
獲取用于加工渦輪葉片、葉片和其他機翼的工具。對平滑五軸運動使用專門的刀具路徑
軟件特色
一、開粗加工
PowerMILL提供了開粗加工的三種方法,其中用得最多的是偏置區域清除模型加工。根據粗加工的特點,對高速加工在切削用量選擇上的原則應是 “淺切深、快進給”。對刀具的要求,根據模型形狀和尺寸綜合考慮,應盡可能選用大直徑的刀具。開粗加工中特別要注意設定毛坯在X、Y、Z三方向的尺寸,據工件的加工要求以“切削路徑的刀具中心線不離開毛坯界限”作為原則來決定毛坯的設置。圖1是由“最小限/最大限”來確定的無擴展的毛坯所產生的刀具路徑。可見,擴展后工件下部側面也能加工到了。
二、半精加工
半精加工的主要目的是保證精加工時余量均勻。最常用的方法是先算出殘留材料的邊界輪廓(參考刀具未加工區域的三維輪廓),然后選用較小的刀具來僅加工這些三維輪廓區域,而不用重新加工整個模型。一般用等高精加工方法,加工殘留材料區域內部。為得到合理的刀具路徑,應注意以下幾點:
(1)計算殘留邊界時所用的余量,應跟開粗加工所留的余量一致。
(2)用殘留邊界等高加工中的凹面時,應把“型腔加工”取消掉。否則,在路徑中刀具單側切削時,隨著深度的增加,接觸刀具的材料越多,切削力增大,使刀具易折斷。
(3)銑削過程中盡量減少提刀次數,提高工作效力。上平面為磨削過的表面無需加工,采用45°平行精加工時把最上面的平面路徑剪裁掉之后會產生跳刀現象,經過分塊裁剪再合并之后得到刀具路徑。
(4)當孔的上表面為斜面時,精加工孔壁必需把斜面提高,否則刀具會刮傷精加工過的斜面。等高加工孔壁時,由于切入切出的影響會把已精加工過的表面刮傷,當把斜面抬高之后把上面的路徑去掉,就得到路徑。
(5)注意切入的方法。等高加工封閉區域的型腔時,一般選用斜向切入,而對于開放部分,則采用水平圓弧切入。此種路徑是比較合理的。
三、精加工
精加工時通常先算出淺灘邊界,然后用等高精加工邊界外部,再平行精加工邊界內部。但對于平面的精加工,常采用偏置區域清除加工。為保證加工質量應注意以下幾點:
(1)精加工余量必須均勻,一般徑向留余量0.15~0.3mm,軸向留余量0.05~0.15mm。
(2)當采用偏置區域清除精加工平面時,毛坯的Z向最小值應該等于該平面的Z值,否則平面加工后高度方向尺寸誤差較大。(3)當等高精加工時當刀具起刀點位置比較亂時,可以使用編輯中的移動開始點的方法來改正。
使用教程
創建基本殘留模型
本例說明如何使用“殘留模型”選項卡創建和操縱殘留模型。本例使用 Examples 文件夾中的 radknob.dmt 模型。
1、計算“毛坯”,并使用 15 mm“端銑刀”:
使用默認值創建“模型區域清除”刀具路徑,“名稱”為“ModelAreaClearance”。
使用默認值創建“等高精加工”刀具路徑,“名稱”為“ConstantZFinishing”。
2、單擊“殘留模型”選項卡 >“創建”面板 >“殘留模型”以顯示“殘留模型”對話框
將名稱更改為 Roughing。
單擊“接受”(Accept)。
3、單擊“殘留模型”選項卡 >“應用”面板 >“毛坯”以將毛坯應用于殘留模型。
4、單擊“殘留模型”選項卡 >“計算”面板 >“殘留模型”>“計算”以計算殘留模型的毛坯狀態。
5、在“模型區域清除”策略處于激活狀態的情況下,單擊“殘留模型”選項卡 >“應用”面板 >“刀具路徑”以將激活刀具路徑應用于殘留模型。
6、單擊“殘留模型”選項卡 >“計算”面板 >“殘留模型”>“計算”以計算殘留模型的刀具路徑狀態。
使用殘留模型作為毛坯狀態
在創建殘留模型副本時,殘留模型中的當前激活狀態將被用作副本中的毛坯狀態。
例如,如果為具有激活刀具路徑狀態的“Stock Model 1”創建副本,則創建的副本“Stock Model 1_1”將包含單個毛坯狀態,通過主殘留模型中的激活刀具路徑狀態來表示毛坯。
1、在主殘留模型中的刀具路徑狀態激活的情況下,單擊“殘留模型”選項卡 >“激活”面板 >“復制”為“Roughing”殘留模型創建副本。
這將創建名為“Roughing_1”且以刀具路徑狀態作為毛坯的殘留模型。
2、激活您之前創建的“等高精加工”策略。
3、單擊“殘留模型”選項卡 >“應用”面板 >“刀具路徑”以應用殘留模型的刀具路徑狀態。
4、單擊“殘留模型”選項卡 >“計算”面板 >“殘留模型”>“計算”以計算殘留模型的刀具路徑狀態。
殘留模型“Roughing_1”現在包含兩個狀態:
第一個狀態表示毛坯狀態,也即繼承自主殘留模型“Roughing”的“ModelAreaClearance”刀具路徑狀態。
第二個狀態表示應用于殘留模型的等高精加工刀具路徑。
“殘留模型”對話框
使用“殘留模型”對話框可指定殘留模型的參數。
要顯示“殘留模型”對話框,請執行以下操作:
從“殘留模型”關聯菜單中選擇“創建殘留模型”;
從單獨的殘留模型關聯菜單中選擇“設置”;或
單擊“殘留模型”選項卡 >“創建”面板 >“殘留模型”。
此對話框包含以下幾項:
名稱 - 輸入殘留模型的名稱。
鎖定 - 單擊此按鈕將鎖定殘留模型,從而無法更改其參數。當殘留模型處于鎖定狀態時,此按鈕變為“鎖定”,而且所有參數域均變為“只讀”。再次單擊此按鈕可解鎖殘留模型。當“殘留模型”由另一個條目使用時,PowerMill 會自動將其鎖定。
公差 - 創建新殘留模型時輸入等高切面的公差。殘留模型在 X 和 Y 中存儲為實體毛坯的一組閉合等高切面。在計算好殘留模型狀態之后,無法更改此值。
行距 - 輸入等高切面之間的距離。在計算好殘留模型狀態之后,無法更改此值。
工作平面 - 選擇一個工作平面以定義殘留模型的方向。在計算好殘留模型之后,無法更改此工作平面。
刷新 - 單擊此按鈕將刷新殘留材料的顯示。僅當您在單獨的殘留模型菜單上選擇“顯示選項”>“顯示殘留材料”選項時,才可以刷新殘留材料。僅當您更改模型或“殘留余量”時,才需要此選項。
殘留余量 - 輸入使用“殘留模型”選項卡 >“顯示”面板 >“材料”>“顯示殘留材料”選項時顯示的最小余量。殘留模型會忽略厚度小于該分界值的殘留材料。它類似于邊界對話框中的“探測材料厚于”選項。
探測伸出 - 選擇此項可探測伸出并將其納入殘留殘留模型計算。這會顯著增加計算時間。您的模型必須是密封實體,才能計算伸出。
相關插件
Autodesk PowerMillModeling 2021
創建線框和曲面幾何形體,更好地控制 PowerMill CAM編程過程。
Autodesk TrodeExtension 2021
訪問嵌入到 Autodesk的TRODE文件中的制造數據,用于自動化CAM編程
Autodesk Electrode Machining Wizard 2021
自動化放電加工(EDM)電極的CAM編程。
Autodesk PowerMill ViMill Interface 2021
導出供 Fidia ViMil驗證軟件使用的CAM數據
Autodesk PowerMill NCSIMUL Interface 2021
導出供 Spring Technologies NCSMUL驗證軟件使用的CAM數據
Autodesk PowerMill Robot Plugin 2021
提供專用工具幫助編程、模擬和驅動工業機器人。
Autodesk PowerMill Simulation Analysis Plugin 2021
可視化CNC機床的運動,用圖形分析工具查找錯誤。
Autodesk PowerMill Additive Plugin
用于創建、控制和模擬驅動快速增材加工的沉淀策略的專用工具。
新功能
1、速度提升
總體速度改進可幫助減少編程時間。
在計算刀具路徑時,對單個處理器中可使用的內核數量不再有任何限制。
對于“ 區域間隙”和“ 平面精加工”刀具路徑,現在可以更快地在模型上計算 平面面積。
現在,選擇“ 自動避免碰撞”的刀具路徑的計算 速度更快。
現在,刀具路徑中“ 表面上”鏈接的計算 速度更快。
計算3D區域間隙工具路徑所需的時間 減少了,有時最多減少了30%。確切的減少量取決于您的加工工作和所使用的機床。
現在,使用庫存模型靜止邊界的刀具路徑的計算 速度更快。
某些優化的柵格精加工刀具路徑的計算 更加高效。
2、陡峭和淺層整理
當在表面設置了碰撞厚度的模型上使用時,對于淺層區域,“ 3D偏移”刀具路徑的質量得到了 改善。
3、碰撞檢查和回避改進
使用“ 自動避免碰撞”功能時,可通過沿刀具路徑添加額外的點來提高刀具軸運動的平滑度。
4、模型圓角
現在,選擇3D樣式時,“ 圓角拐角”選項 的計算 會更快。
現在,對于已選擇“ 圓角”的刀具路徑,在“資源管理器” 中將角圓角半徑的單位顯示為 TDU 。
5、區域間隙
“ 不安全的段去除”選項不再去除多余的刀具路徑段,以防止非中心切削刀具遇到不可加工的材料。
6、附加功能構造改進
現在,在創建 要素構造工具路徑時,可以 在圖層之間交替使用柵格傳遞。以前,您只能將通過旋轉指定角度。減少了使用“ 輪廓樣式 ” 計算“ 特征構造”工具路徑所 花費的時間。
相關版本


精品推薦
-

Altium Designer10破解工具
詳情 -

MasterCAM X9注冊機
詳情 -

Altium Designer綠色版
詳情 -

MasterCAM9.1漢化版
詳情 -

Master Cam 2020
詳情 -

Master Cam 2017完整漢化包
詳情 -

Multisim14元件庫大全
詳情 -

Proteus仿真軟件
詳情 -

Automation Studio Pro破解版
詳情 -
奎享雕刻
詳情 -

ESI ProCAST 2021中文破解版
詳情 -

Protel99SE全中文版支持win10
詳情 -

WECON LEVI Studio
詳情 -

NAPCB
詳情 -

PARTdataManager
詳情 -

Keysight Advanced Design System中文破解版
詳情
-
本類熱門推薦本類熱門標簽
-
詳情
 psasp電力系統仿真軟件 官方版v7.0
99.2MB / 3分
psasp電力系統仿真軟件 官方版v7.0
99.2MB / 3分
-
詳情
 LEDVISION (卡萊特led控制卡軟件)官方版v6.9
46.21MB / 3分
LEDVISION (卡萊特led控制卡軟件)官方版v6.9
46.21MB / 3分
-
詳情
 EPLAN P8 官方版v2.3
1.01GB / 3分
EPLAN P8 官方版v2.3
1.01GB / 3分
-
詳情
 XCOM串口調試助手 最新版 v2.1
417KB / 3分
XCOM串口調試助手 最新版 v2.1
417KB / 3分
-
詳情
 CAXAXP線切割軟件 免費版v1.0
47.82MB / 3分
CAXAXP線切割軟件 免費版v1.0
47.82MB / 3分
-
詳情
 紫金播放器7 官方版v200708
89.01MB / 3分
紫金播放器7 官方版v200708
89.01MB / 3分
-
詳情
 3DSource零件庫 離線版v5.3.3
81.2MB / 3分
3DSource零件庫 離線版v5.3.3
81.2MB / 3分
-
詳情





-
7 AD16破解文件






裝機必備軟件
網友評論