

Ncstudio廣告雕刻機控制系統是一款雕刻控制軟件,可以幫助用戶進行雕刻機運動的控制,通過軟件中生成的代碼,對自有版權的雕刻機進行運動控制,軟件簡單易學,需要的用戶快來下載看看吧。
軟件介紹
Nestudio廣告雕刻機控制系統是一款運動控制軟件,可以幫助用戶完成各種雕刻機、鉆孔機等設備的控制,通過代碼來控制操控雕刻機的運動軌跡,從而雕刻出自己需要的圖案。NcstudioTM為用戶提供了一個簡單的界面,標準的WINDOWS風格,用戶可以輕松的學會并掌控這款軟件,軟件可以生成G代碼、PLT代碼格式和精雕加工文件ENG代碼格式。
軟件功能
旋轉鏡像功能
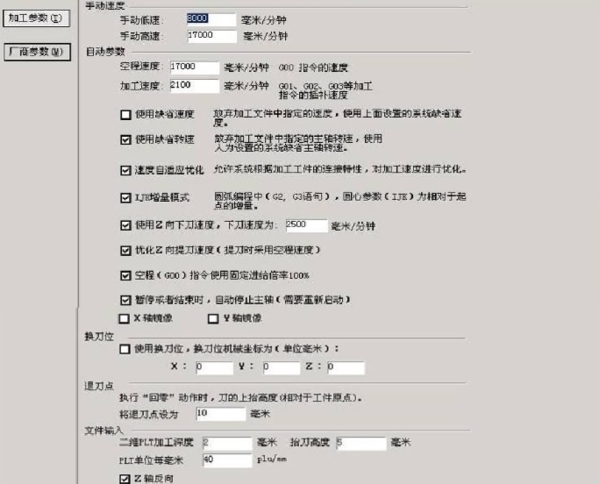
直接設定加工參數,實現加工文件的旋轉與鏡像功能。當然,也可通過G代碼編程,把旋轉與鏡像功能嵌入加工文件中。
刀具管理
包括:刀具幾何尺寸、磨損管理、刀庫與虛擬刀庫、刀具壽命管理等等,支持定點換刀策略和隨機換刀策略。螺距誤差與反向間隙綜合補償維宏系統的綜合補償機制允許在坐標軸的各點設置不同的反向間隙,因此能夠全程補償反向間隙誤差。
加工禁區
通過加工禁區的設定,可以自動阻止刀具進入保護區,以防止刀具與夾具或者其他部件的碰撞和干涉。
圓弧限速功能
圓弧限速功能有效地防止了過切的出現,當向心力要超過最大向心力時,加工圓弧的速度將會受到必要的限制,從而保證了加工質量。
軟件特色
自適應前瞻算法
前瞻控制也稱為先行控制,維宏CNC系統會自動計算需要前瞻的程序段數量,不會引起由于前瞻段數不夠造成的速度突變;在輪廓簡單的時候,前瞻段數量小,系統運行效率更高。
短線段簇的曲率限速
短線段的曲率限速功能,會實時的計算出短線段簇的局部曲率,實現必要限速,保證加工質量。
軌跡預處理算法
維宏系統運用先進的軌跡預處理算法,有效去除了因刀路文件質量而對加工效果的損傷。
斷點繼續
系統將當前加工位置與行號等信息實時保存在永久記憶體中,即使是遭遇突然停電,系統重新啟動后,也可以從最后中斷處繼續執行。
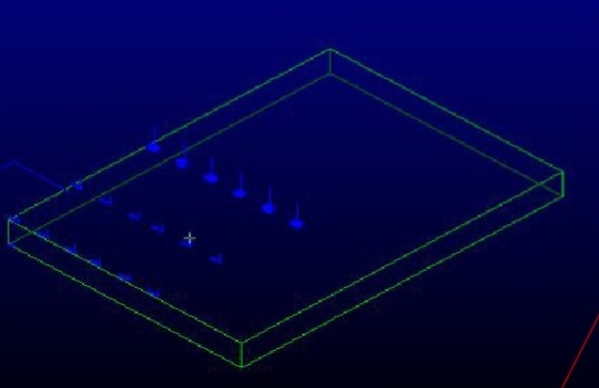
三維動態顯示加工軌跡
維宏系統具有強大的三維加工軌跡動態顯示功能。
硬件操作失敗怎么辦
軟件提示“硬件操作失敗,強烈建議重新啟動程序,并檢查硬件故障”,這主要與硬件維宏卡和軟件維宏驅動程序有關,首先確認電腦機箱里的維宏卡是綠燈,如果是紅燈,說明硬件沒有被識別,需要拔插維宏卡直到顯示綠燈。此時倘若維宏軟件還打不開的話,那是因為維宏驅動程序沒有安裝上。
對于雕刻機電腦是windows7系統的客戶來說,維宏控制卡驅動程序的安裝方法大致與XP系統的安裝方法一樣,但是需要注意的是此方法只適用于win7 32位系統,若你的電腦是64位的話,那么趕快更換系統吧,還有一點要注意的是一點要選擇手動安裝,不要選擇自動安裝,因為有時候自動安裝是查不到的。
快捷鍵
全局快捷鍵
ESC 在窗口之間切換
TAB 在控件之間切換
Ctrl+TAB 在折疊窗口之前切換
Ctrl+1 顯示自動窗口
Ctrl+2 顯示手動窗口
Alt+1/F4 顯示加工軌跡窗口
Alt+2 顯示系統日志窗口
Alt+3 顯示程序管理窗口
Alt+4 顯示系統參數窗口
Alt+5 顯示程序編輯窗口
Alt+6 顯示IO狀態窗口
Ctrl+Enter 全屏
Ctrl+Del 清除加工軌跡窗口
Ctrl+O 打開并裝載
Ctrl+N 新建加工程序
Ctrl+E 打開并編輯
Ctrl+P 編輯當前加工程序
Ctrl+S 保存
Ctrl+I 加工程序信息
F5 直接定位
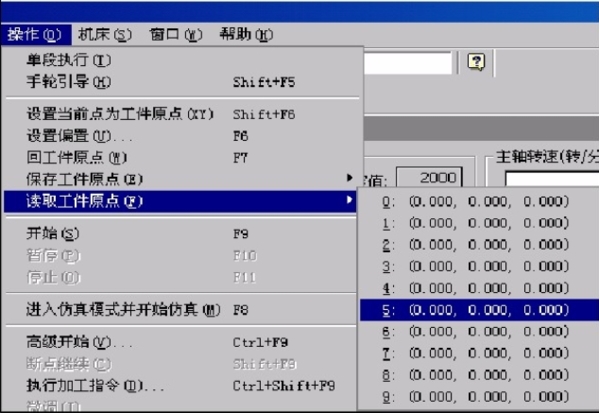
F6 設置當前點工件坐標
Shift+F6 設置當前點為工件原點
F7 回工件原點
Ctrl+F7 浮動對刀
Shift+F7 固定對刀
F8 進入(退出)仿真
F9 開始
Ctrl+F9 高級開始
Shift+F9 斷點繼續
Ctrl+Shift+F9 執行加工指令
F10/Pause Break 暫停
F11 停止
F12 復位
手動窗口快捷鍵
ScrollLock 激活手動窗口
4(小鍵盤) X-方向手動(包括點動、增量)
6(小鍵盤) X+方向手動(包括點動、增量)
2(小鍵盤) Y-方向手動(包括點動、增量)
8(小鍵盤) Y+方向手動(包括點動、增量)
1(小鍵盤) Z-方向手動(包括點動、增量)
9(小鍵盤) Z+方向手動(包括點動、增量)
+(小鍵盤) 增加深度(輸入數字)
-(小鍵盤) 較小深度(輸入數字)
加工軌跡窗口快捷鍵
Home 居中
End 顯示當前加工點
+(小鍵盤) 放大
-(小鍵盤) 縮小
*(小鍵盤) 調整至窗口大小
5(小鍵盤) 正視圖
8(小鍵盤) 俯視圖
2(小鍵盤) 仰視圖
4(小鍵盤) 左視圖
6(小鍵盤) 右視圖
1(小鍵盤) 西南等軸側視圖
7(小鍵盤) 西北等軸側視圖
3(小鍵盤) 東南等軸側視圖
9(小鍵盤) 東北等軸側視圖
Alt+→或者Alt+← 繞Z軸旋轉
Alt+↑或者Alt+↓ 繞X軸旋轉
Alt+PgUp或者Alt+PgDn 繞Y軸旋轉
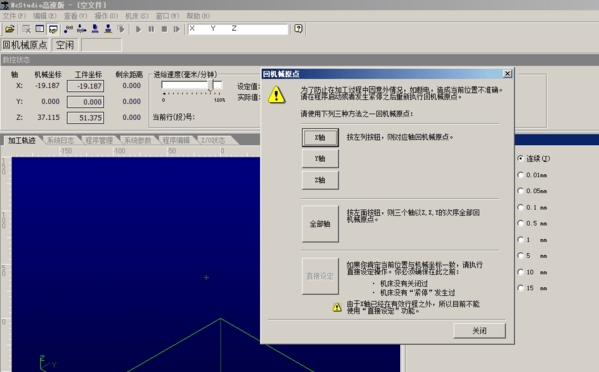
怎么解除行程限位開關觸發
行程限位開關是升降機上不可缺少的必要配件之一,起著重要的作用。很多人不知道行程限位開關出發是什么意思,如何進行處理。
當行程限位開關發出綠光的適合是因為物體碰到它了,觸點吸合了,所以綠燈亮了,這時候你就可以進行下一個動作了。故又稱終端開關。
在操作菜單下面有一個限位釋放功能,點開之后會彈出一個對話框。然后關掉對話框就可以了。
進入I/O狀態窗口,選擇要解除的,比如x限位報警,將鼠標放到x綠色報警信號上,同時按住SHIFT+CTRL+ALT三個按鍵,右擊鼠標,選擇反向該極性,重新啟動軟件即可。
更新日志
V5.4.41
1、增加了將要到期前的提示
2、修正了暫停后開始再馬上暫停時一直顯示“準備暫停”但是軟件一直在運行的錯誤
V5.4.42
1、解決了遇到不分行的長PLT文件時行為不正常的問題
V5.4.43
1、修正了最近引入的軟件重新啟動后顯示的當前行段號為1000的錯誤
V5.4.44
1、文件編輯窗口增加了查找和替換功能,并豐富了其他功能和快捷鍵
2、增加了對簡易廣告版的支持
V5.4.45
1、廣告機軟件修正了開機后軟件未啟動時,主軸啟動的錯誤
V5.4.46
1、屏蔽掉了“復位功能”,防止用戶犯錯誤(使用CTRL+F12仍然可以使用此功能)
2、在使用固定對刀等功能時,停止功能增加減速措施
3、修正了自V5.4.44引入的粘貼功能被替換成查找功能的錯誤
V5.4.47
1、修正了英文版軌跡顏色無法修改的問題
2、修正了英文版后臺參數沒有內容的問題


精品推薦
-

Altium Designer10破解工具
詳情 -

MasterCAM X9注冊機
詳情 -

Altium Designer綠色版
詳情 -

MasterCAM9.1漢化版
詳情 -

Master Cam 2020
詳情 -

Master Cam 2017完整漢化包
詳情 -

Multisim14元件庫大全
詳情 -

Proteus仿真軟件
詳情 -

SIMetrix SIMPLIS(電路仿真設計軟件)
詳情 -

CIMCOEdit8中文免費版
詳情 -

邁迪三維設計工具集6.0注冊碼破解版
詳情 -

Automation Studio Pro破解版
詳情 -

英科宇機械工程師CAD2020
詳情 -
機械工程師CAD2020企業版破解
詳情 -
奎享雕刻
詳情 -

凌一PLC模擬器
詳情
-
本類熱門推薦本類熱門標簽
-
詳情
 psasp電力系統仿真軟件 官方版v7.0
99.2MB / 3分
psasp電力系統仿真軟件 官方版v7.0
99.2MB / 3分
-
詳情
 LEDVISION (卡萊特led控制卡軟件)官方版v6.9
46.21MB / 3分
LEDVISION (卡萊特led控制卡軟件)官方版v6.9
46.21MB / 3分
-
詳情
 EPLAN P8 官方版v2.3
1.01GB / 3分
EPLAN P8 官方版v2.3
1.01GB / 3分
-
詳情
 XCOM串口調試助手 最新版 v2.1
417KB / 3分
XCOM串口調試助手 最新版 v2.1
417KB / 3分
-
詳情
 CAXAXP線切割軟件 免費版v1.0
47.82MB / 3分
CAXAXP線切割軟件 免費版v1.0
47.82MB / 3分
-
詳情
 紫金播放器7 官方版v200708
89.01MB / 3分
紫金播放器7 官方版v200708
89.01MB / 3分
-
詳情
 3DSource零件庫 離線版v5.3.3
81.2MB / 3分
3DSource零件庫 離線版v5.3.3
81.2MB / 3分
-
詳情







-
6 AD16破解文件






裝機必備軟件
網友評論